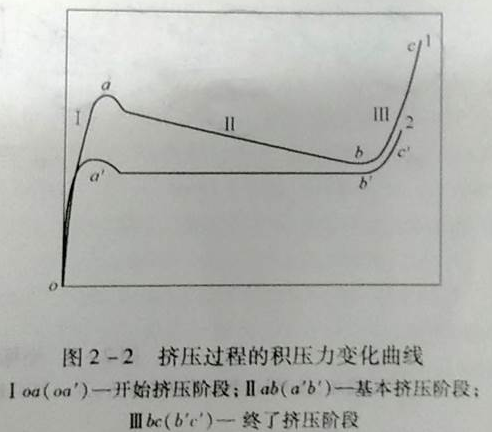
鋁合金金屬按流動特征和擠壓力的變化規(guī)律大致分為以下三個過程:
1.開始擠壓階段(填充擠壓階段)
2.基本擠壓階段(平流擠壓階段)
3.終了擠壓階段(紊流擠壓階段)
以上3個階段每個階段的擠壓變化曲線都是有所不同的��,下面給大家詳細講解一下��。
開始擠壓階段(填充擠壓階段):
在此階段�,金屬承受擠壓桿的作用力。坯錠在長度上受壓縮時�,首先將錠坯和擠壓筒、錠坯與?�?字g的間隙填滿�,也有少量金屬流出孔模。
1.正擠壓過程
此階段擠壓力由零開始急劇上升���。
2.反擠壓過程
反擠壓過程階段因為錠坯與擠壓筒無相對運動�,所以擠壓力比正擠壓過程要低����。
基本擠壓階段(平流擠壓階段):
基本擠壓階段時錠坯已經(jīng)全部充滿間隙,并且穩(wěn)定流出孔模��。
1.正擠壓過程
隨著錠坯長度的縮短,錠坯與內(nèi)筒的接觸面積直線下降����,表面的摩擦力降低,因此擠壓力也呈直線下降��。
2.反擠壓過程
錠坯與擠壓筒無相對運動��,無摩擦力���,故金屬穩(wěn)定流出階段����,擠壓力不變����。
終了擠壓階段(紊流擠壓階段):
此階段�����,筒內(nèi)金屬產(chǎn)生劇烈的徑向流動���,外層金屬進入內(nèi)層或中心的同時����,兩個難變形區(qū)的金屬也開始向模孔流動����。
1.正擠壓過程
由于擠壓墊、擠壓筒對金屬的冷卻作用���,金屬的溫度降低�����,變形抗力增大����,強烈的摩擦作用使擠壓力迅速上升����。
2.反擠壓過程
與正擠壓過程相同,受金屬冷卻作用的影響����,擠壓力迅速上升。
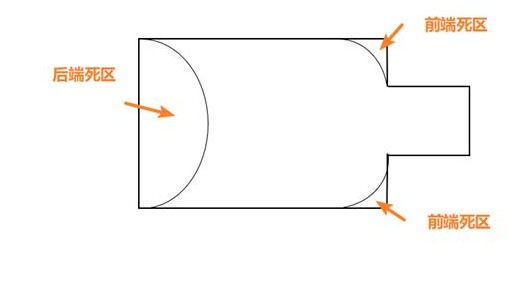
難變形區(qū)�,又叫做死區(qū)���,通常分兩個:前段難變形區(qū)、后端難變形區(qū)�����。(如上圖展示)
前段難變形區(qū):位于擠壓筒與模具交接的環(huán)形部位�����。
后端難變形區(qū):位于塑性變形區(qū)壓縮錐后錠坯未變形部分�����。